I don't know why, but I ended up priming the components in small batches. I started with the main spar. After priming the main spar I went back and re-wrote all of the placement numbers on top of the primer due to me not really paying attention during my MEK wipe down. With the main spar primed I went back and laid everything out on the table making sure the order was not disturbed.

If you have been keeping up with these posts, you will know that this is the first major component that I am really doing from start to finish. I had picked this project up from another builder... After internally debating my primer choices for weeks I decided to go with rattle can self etch primer. I remember reading a bunch of posts about self-etch rattle can primer needing a top-coat because it was prone to absorbing things like air tool oil (I am not going to weigh the pros and cons of primer choices here, but even the Vans manual specifically states that they don't think you really need to top coat primer on the internal structure [if you so choose to primer the internal structure with rattle can self etch]). I distinctly remember thinking to myself at the time of reading that, why do so many people call out air tool oil absorption? Well... Take a look at the photo below. This was the first piece that I riveted. I clearly put air tool oil thumb prints on it. So I guess I get it now.

As everyone other builder has mentioned, a pneumatic rivet squeezer is the bomb!


There were two places in which were un-squeezable. The first I forgot to take photos of, but the center flap bracket with the 2 doublers in it was too wide to squeeze the -10 rivets that hold it together. I initially had heard that from someone else, so when I put my squeezer on them and they fit I was pretty excited. Then when I attempted to actually squeeze the rivet I learned that while the squeezer fits, the problem is actually that because the squeezer is so far extended it does not have the power in the beginning of its throw to squeeze the rivet.
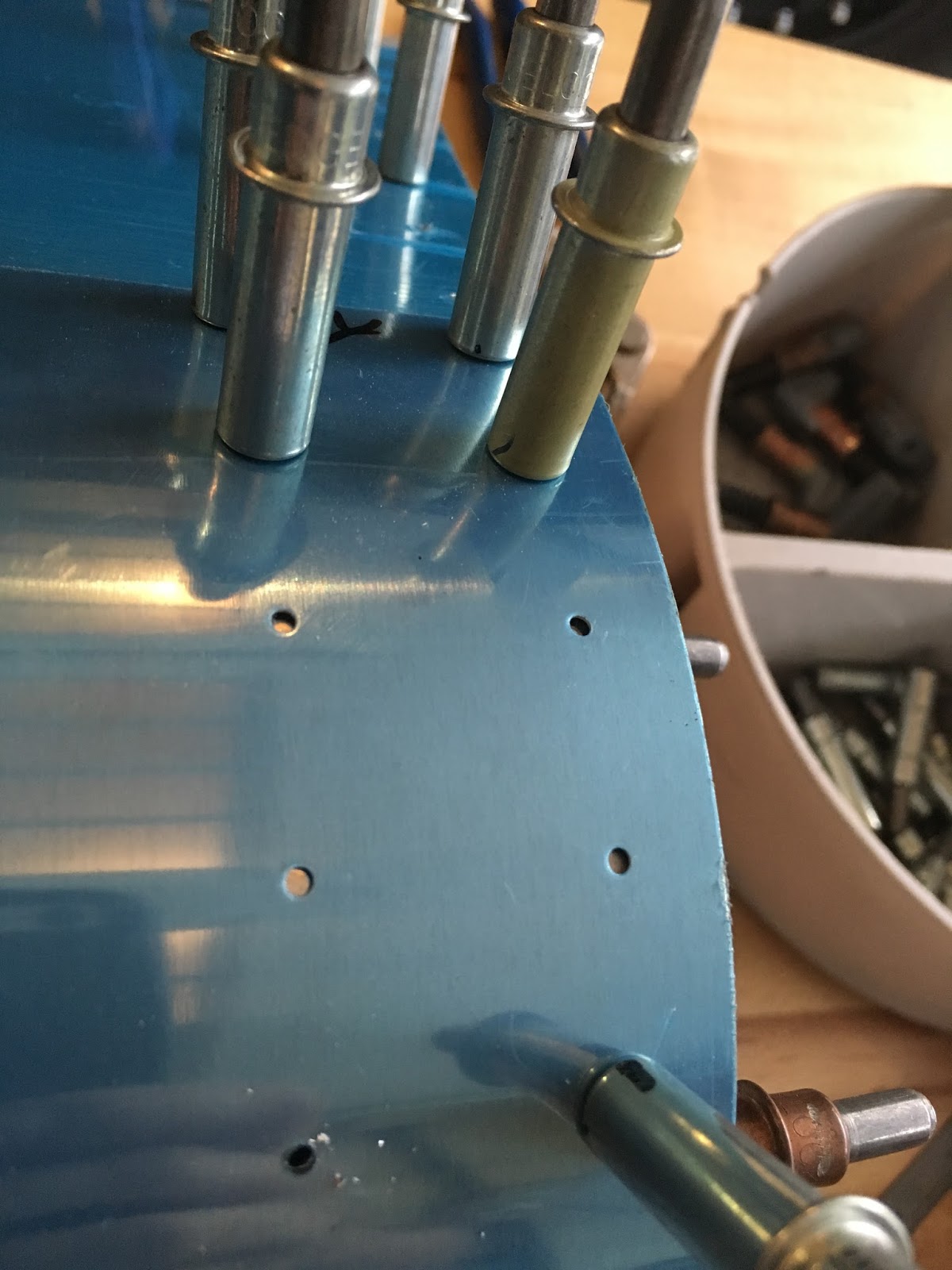
The second part that was problematic were ribs at each end of the flap. The pnematic squeezer can squeeze the middle rivet, but has a hard time getting in to the top and bottom rivets. While hard to see in this photo, you can see the slight angle on the setup. Even if you bend the rib inwards the bulk of the squeezer makes getting good alignment impossible.


I don't know what I was thinking while doing this. This isn't a horrible thing, until you hear that I have a flanged yolk for my squeezer that is just sitting in the drawer. The flanged yolk would is designed exactly for this setup, but I completely forgot I had it. O well.

Just some photos: